Adhesive failure is rarely a material problem. Most failures originate in converting — and they don't appear until validation, production scaling, or field use.
What "Adhesive Failure" Actually Looks Like in Practice
Adhesive failure is rarely a single, visible defect.
It typically appears as:
- Delamination under mechanical stress after assembly or during use
- Inconsistent bond strength across parts or batches, even with the same material
- Edge lift or peeling after environmental exposure
- Failure after thermal cycling, especially in multilayer constructions
- Yield variability during production, where parts pass inspection but fail downstream
In many cases:
- components pass incoming inspection
- assemblies build successfully
- failures appear only during validation, reliability testing, or in the field
This delay is what makes adhesive failure difficult to diagnose—and expensive to correct.
The Three Layers That Define Adhesive Performance
Adhesive performance is determined by three interdependent layers:
1. Material Selection
- adhesive chemistry
- substrate compatibility
- adhesive thickness and construction
This defines potential performance.
2. Application Design
- surface energy
- bond geometry and area
- mechanical and thermal load conditions
This defines how the adhesive is expected to perform.
3. ConvertingConverting is the process of transforming raw materials—such as films, foils, papers, foams, fabrics, and adhesives—into finished or semi-finished products through specialized manufacturing processes. Process (Where Most Failures Are Introduced)
- laminating process control (pressure, temperature, dwell time)
- fabrication precision (tolerances, edge quality, layer registration)
- contamination control during handling and converting
- environmental stability throughout production
This defines whether performance is achieved consistently.
Where Adhesive Failures Actually Originate
Contamination at the Bond Interface
Microscopic contamination introduced during converting can:
- prevent full adhesive wet-out
- create localized weak points across the bond
- reduce long-term adhesion strength
What this looks like in practice:
- parts pass visual inspection with no visible defects
- bond strength varies across the same lot
- failures occur at random locations rather than consistent failure points
When it shows up:
- during peel testing
- after environmental exposure
- during field use
Detectability before assembly: Often low. Standard inspection does not reveal interface contamination.
Determine when cleanroom converting is required
Inconsistent Laminating Conditions
Adhesives are highly sensitive to:
- pressure
- temperature
- dwell time
Variation in these parameters leads to:
- incomplete bond formation
- internal stress within adhesive layers
- inconsistent adhesion across parts
What this looks like in practice:
- bond strength variation between production runs
- inconsistent peel or shear test results
- parts that perform differently under identical conditions
When it shows up:
- during validation testing
- when scaling from prototype to production
Detectability before assembly: Moderate. Variability may appear in testing but not always during incoming inspection.
Material Interaction Failures
Adhesives interact with:
- substrates
- liners
- adjacent adhesive layers
Common issues include:
- poor adhesion to low surface energy materials
- incompatibility between layers in multilayer constructions
- long-term degradation due to chemical interaction
What this looks like in practice:
- bonds that weaken over time
- failure after thermal cycling or humidity exposure
- performance degradation without visible defects
When it shows up:
- during environmental testing
- after aging
- in field conditions
Fabrication-Induced Stress
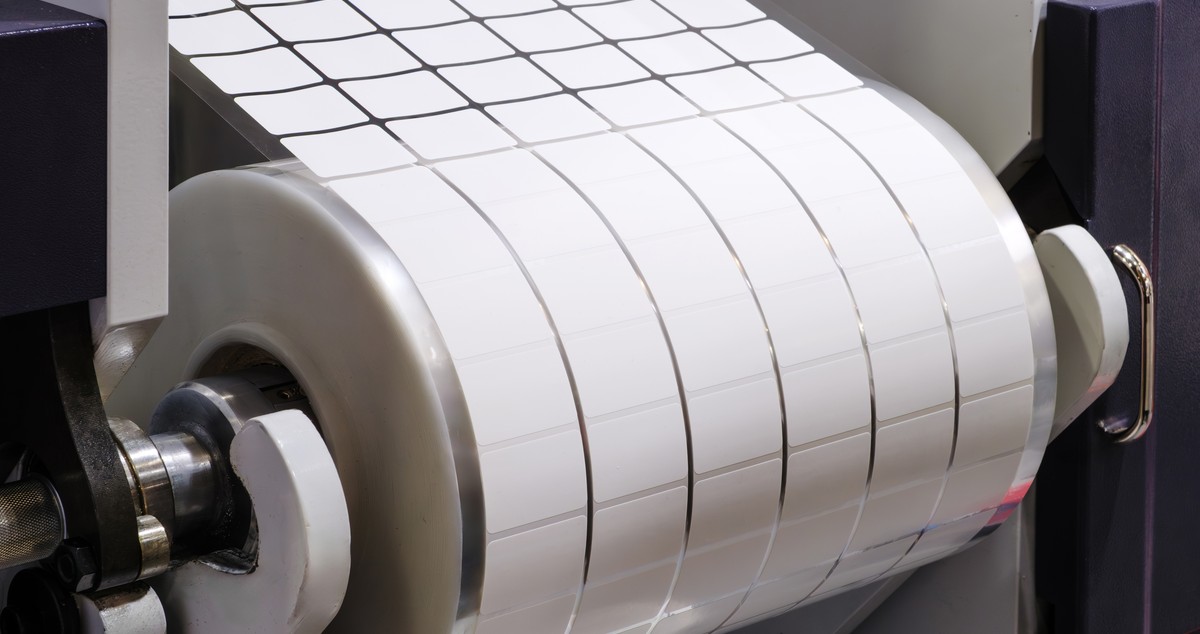
Mechanical forces during die cuttingDie cutting is a converting process that uses a shaped metal die or blade to cut flexible materials into precise shapes, components, or finished parts. This process is commonly used in roll-to-roll manufacturing to produce high-volume parts with consistent accuracy., slittingCutting a wide web into narrower rolls with controlled edge quality, winding tension, and roll build., laminating, handling, or other fabrication steps can:
- distort adhesive layers
- create micro-tears or edge defects
- introduce stress concentrations at cut boundaries
What this looks like in practice:
- edge lift starting at cut features
- failure initiating at corners or tight geometries
- inconsistent performance in thin or complex parts
When it shows up:
- during assembly
- under mechanical load
- over time in use
Environmental Exposure During Converting
Humidity and temperature during converting affect:
- adhesive flow and wet-out
- bond formation
- dimensional stability
Uncontrolled environments introduce variability that is difficult to isolate later.
What this looks like in practice:
- batch-to-batch inconsistency
- seasonal performance variation
- unexplained yield loss
When it shows up:
- during production scaling
- across different manufacturing runs
The Real Risk: Prototype Success, Production Failure
Adhesive components often perform correctly in prototype builds.
That does not mean they will perform in production.
Prototypes are typically:
- produced under controlled conditions
- built in low volumes
- subject to limited variability
Production introduces:
- material lot variation
- higher throughput
- process repeatability requirements
Without a converting process designed to control these variables, small variations in material behavior, environmental conditions, and process execution compound across production runs—turning stable prototypes into inconsistent production output.
Understand how a structured prototype-to-production process manages this risk.
How Adhesive Failures Connect to Supplier Capability
Adhesive performance is not just a design issue.
It is a function of whether a supplier can control:
- laminating processes
- contamination risk
- environmental conditions
- process validation and repeatability
Understand how to evaluate whether a supplier’s process control can prevent these failure modes.
For regulated and high-spec applications, this is governed by quality systems such as ISO 13485:2016ISO 13485:2016 is an international quality management standard for organizations involved in the design and manufacture of medical devices..
Understand what ISO 13485:2016 requires of a converting partner.
How to Prevent Adhesive Component Failure
Treat Adhesives as a System
Evaluate material selection, application design, and converting process together — not just the adhesive itself.
Validate Under Real Conditions
Testing should reflect production conditions, environmental exposure, and long-term performance — not just controlled prototype builds.
Control the Converting Environment
For contamination-sensitive applications, environmental conditions must be controlled and material handling must be consistent. This may require cleanroom converting.
Engage a Converting Partner Early
Early involvement allows identification of process constraints, evaluation of material interactions, and resolution of failure modes before scaling.
Why Advantage Converting
Adhesive performance is determined during converting—not after.
Advantage Converting operates as a precision converter focused on controlling the variables that drive adhesive performance, including:
- multilayer laminating
- precision die cutting
- controlled material handling
- cleanroom converting integrated into production processes
This work is governed by an ISO 13485:2016-certified quality management system, which defines:
- process validation for converting operations where output cannot be fully verified by inspection
- material and production traceability across converting and handling steps
- nonconformance management with documented root cause and corrective action
- controlled change across materials, tooling, and production processes
Advantage Converting also operates ISO 14644-compliant cleanrooms (ISO 7 and ISO 8) integrated directly into converting operations for applications where contamination control is a production requirement.
As a 3M Preferred Converter, Advantage Converting works with advanced adhesive materials and multilayer constructions across regulated and high-performance applications.

This designation reinforces Advantage Converting’s experience with advanced adhesive materials and multilayer constructions, supporting application development across medical, electronics, and industrial converting.
Advantage Converting is not a contract manufacturer or a label shop. It produces precision components and sub-assemblies where adhesive performance is defined at the material and process level before system integration begins.
Evaluate Whether Your Adhesive Design Will Perform at Scale
The key question is not: “Will this adhesive work?”
It is: Will this adhesive perform consistently when converted, scaled, and used in real-world conditions?
Frequently Asked Questions
Why do adhesive components fail after working in prototypes?
Because prototypes are produced under controlled conditions with limited variability. Production introduces process variation, material differences, and environmental exposure that reveal underlying weaknesses.
Is adhesive failure usually a material problem?
No. Most failures originate from process conditions, contamination, or material interaction—not the adhesive itself.
When is cleanroom converting required for adhesive components?
When contamination or environmental variation can affect bond performance, especially in regulated or high-sensitivity applications.
Can a contract manufacturer fix adhesive performance issues?
Not typically. Adhesive failures originate during converting, which requires specialized process control and material expertise.
See: Precision converter vs contract manufacturer — why the distinction matters
What is the most common mistake teams make with adhesives?
Treating adhesive selection as the primary decision and underestimating the impact of converting processes on performance.